













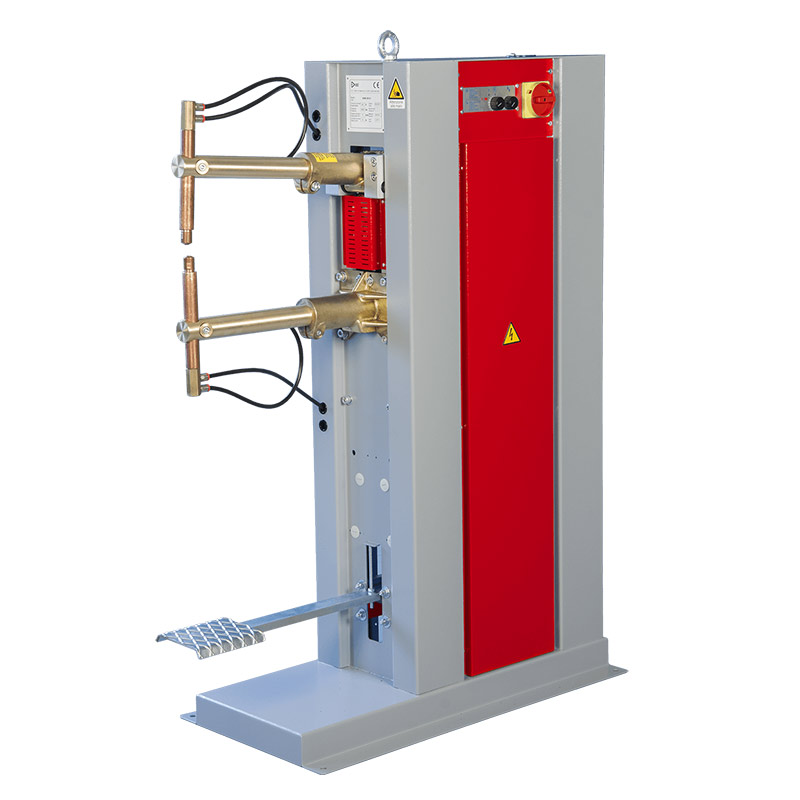




Машины для точечной сварки HELVI принадлежат к семейству контактных сварочных машин. Это означает, что сварка выполняется под давлением без наплавки металла, под действием электрического тока, проходящего через свариваемые детали, создается термический эффект, в результате чего происходит процесс сварки.
- Свариваемые детали зажимаются между электродами с двойной целью: для пропуска электрического тока и для приложения усилия, необходимого для сварки. Для сварки наиболее важными параметрами являются сила сварочного тока, усилие сжатия на электродах и продолжительность сварки.
- Прилагаемое усилие рассчитывается, исходя из цикличности времени сжатия между электродами, времени сварки и времени удержания. Фазы сварочных циклов регулируются сварочным контроллером; при установке задаются основные временные периоды (1 период = 1/50 секунды, если частота составляет 50 Гц).
- Главный выключатель может использоваться не только для включения машины, но и для ее аварийного выключения Сварка может запускаться, как электрической педалью, так и механической педалью.
- Сварочная машина оборудована защитными термостатами, которые в случае перегрева оборудования блокируют работу машины.
Преимущества
- Изменяемый вылет плеч;
- Большой выбор типов электродов;
- Жидкостное охлаждение;
- Механический или пневматический привод;
- Встроенный блок управления.
Описание сварочного контроллера

Панель управления разделена на две части. В верхней части приводятся графические символы доступных функций, а также установлены светодиодные индикаторы мощности и времени сварки. В нижней части установлены два потенциометра для регулирования времени и мощности.
Контроллер S1 является таймером, отвечающим за управление циклами сварки. Период, как единица времени по таймеру, соответствует 1/50 секунды (50 Гц). Если, например, время цикла сварки устанавливается на 50 периодов, то продолжительность сварки будет равна 1 секунде.
 |
Время цикла сварки (0-60 периодов): Время прохождения сварочного тока через обрабатываемые детали. |
 |
Регулировка мощности (0-100%): Величина сварочного тока определяется в % от мощности. |
Варианты опций плеч и электродов
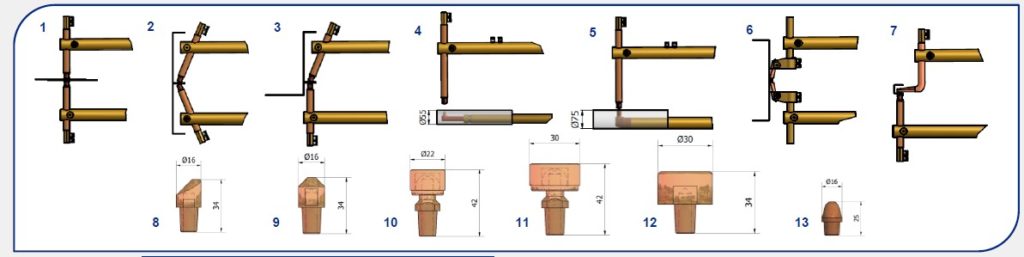
| 1 | Стандартные плечи 550 мм или 700 мм (охлаждение электрододержателей) |
| 2 | Наклонные верхний и нижний электрододержатели |
| 3 | Наклонный верхний электрододержатель |
| 4 | Нижнее плечо 700 мм с тонким электрододержателем |
| 5 | Нижнее плечо 700 мм с уменьшенным электрододержателем |
| 6 | Угловой электрододержатель |
| 7 | Специальный электрододержатель |
| 8 | Электрод E-53/ (смещенный) |
| 9 | Электрод E-54/8 (центральный) |
| 10 | Электрод E-52/8 (22 мм плоский на шарнире) |
| 11 | Электрод E-55/8 (30 мм плоский на шарнире) |
| 12 | Электрод E-60/8 (плоский) |
| 13 | Электрод E-100 (кованный) |
Технические характеристики
| Технические данные | Ед.изм | PM 19 |
| Номинальная мощность при ПВ=50% | кВА | 15 |
| Максимальный ток КЗ | кА | 8,9 |
| Максимальный сварочный ток | кА | 7,1 |
| Максимальное усилие на электродах с вылетом 300 мм |
даН | 240 |
| Макс. толщина сварки | мм | 3+3 |
| Напряжение подключения | В | 400 |
| Частота | Гц | 50 |
| Предохранители замедленного действия | А | 25 |
| Длина электрододержателя | мм | 220 |
| Диапазон вылета плеч 500 мм | мм | 260÷500 |
| Диапазон вылета плеч 700 мм | мм | 410÷700 |
| Диаметр плеч | мм | 45 |
| Ход электрода | мм | 6-50 |
| Расход воды | л/мин | 4 |
| Мах допустимое давление воздуха | бар | 6 |
| Размер | мм | 1020×300×1270 |
| Вес (с плечами 500 мм) | кг | 119 |